本文于2021年12月2日更新。三篇关于校准不确定度的独立博客文章被合并到这篇文章中。此外,还进行了其他一些更新。
如果不知道测量不确定度,就不要做测量!
这一次我们讨论的是任何测量或校准中一个非常基本的考虑因素不确定性!
我写了一份关于测量和校准不确定度基础的白皮书。它是为那些负责任的人设计的计划和执行工业应用中的实际测量和校准但谁是不是数学家或计量专家。
你可以按下图下载免费的pdf文件:

目录
- 介绍
- 什么是测量不确定度?
- 经典的“一根绳子”不确定性的例子
- 不确定性的组件
- 你们的参考标准(校准器)及其可追溯性
- 其他不确定性来源
- 是通过校准还是不通过校准?
- 例子
- TUR / TAR比值与不确定性计算
- 总结和关键要点
对不确定性的普遍认识和兴趣似乎正在增长,这是很好的。
测量的不确定度可以来自各种来源,包括用于执行测量的参考测量设备、环境条件、执行测量的人员、程序和其他来源。
有一些校准不确定度指南、标准和可用的资源,但这些大多都是数学公式。在本文中,我已设法把数学公式减到最少.
不确定性的估计和计算可能是相当复杂的,但我已经尽了最大的努力来理解它。
什么是测量不确定度?
测量的不确定度是什么?简单地说,它是测量中的“怀疑”,所以它告诉我们测量有多好。我们所做的每一次测量都有一些“怀疑”,我们应该知道有多少,以便能够决定测量是否足够好。
记住这一点很好误差和不确定性是不同的.在校准中,当我们将要校准的设备与参考标准进行比较时,误差是这两个读数之间的差异。的除非我们知道测量的不确定度,否则误差是没有意义的.
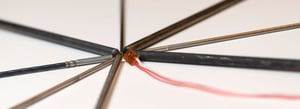
经典的“一根绳子”不确定性的例子
让我们举一个简单的例子来说明实际中的测量不确定度;我们把同一根绳子给三个不同的人(一次一个),让他们测量绳子的长度。没有给出额外的说明。他们可以使用自己的工具和方法来衡量。
很有可能,你会得到三个不同的答案。例如:
- 第一个人说绳子大约60厘米长。他用一把10厘米长的塑料尺测量了一遍绳子,得出了这个结论。
- 第二个人说它有70厘米长。他用了一根3米长的卷尺,检查了几次结果,以确保他是正确的。
- 第三个人说它长67.5厘米,不确定度为±0.5厘米。他用一根精确的卷尺测量了绳子几次,得到了平均值和标准偏差。然后,他测试了绳子被拉时的拉伸程度,并注意到这对结果有很小的影响。
即使是这个简单的例子也表明有很多事情会影响测量的结果:使用的测量工具,使用的方法/过程,以及工作人员的工作方式。
所以,你应该问自己的问题是:
在你们工厂,当进行校准工作时,上述三个例子中的哪一个?
在您的站点使用什么样的“尺子”,测量方法/过程是什么?
如果你只是在不知道相关不确定性的情况下测量一些东西,结果就没有多大价值。
不确定性的组件
标准偏差-不确定性的重要组成部分
总测量不确定度有几个组成部分,其中最重要的是标准偏差我们接下来讨论这个问题。
一个简单但有价值的做法是多次重复测量/校准,而不是只执行一次。你很可能会发现重复两次测量结果之间的细微差异。但哪种测量是正确的呢?
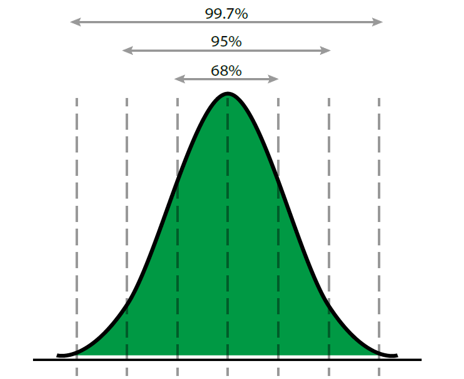
在不深入研究统计数据的情况下,我们可以说,一次测量是不够的。如果重复相同的测量多次,您可以找到测量的平均值和标准偏差,并了解重复之间的结果差异有多大。这意味着您可以找到测量之间的正常差异。
您应该执行多次测量,甚至多达十次,以便在统计上足够可靠以计算标准偏差。
这种不确定性分量,通过计算标准偏差得到,被称为a型不确定性分量。
但你可能会说,在实践中,将相同的测量重复十次是不可能的。
幸运的是,您并不总是需要进行十次重复,但您仍然应该通过有时重复相同的测量多次来试验您的测量过程。这将告诉您整个测量过程的典型偏差是什么,您可以在未来使用这些知识作为与该测量相关的不确定度分量,即使您在正常校准期间只执行一次测量。
想象一下,当多次执行温度测量/校准时,您了解到重复之间有±0.2°C的差异。下次进行相同的测量时,即使只进行一次测量,您也会意识到±0.2°C可能存在的差异,因此您可以考虑到这一点,不要让测量太接近接受极限。
如果你反复校准类似种类的仪器,通常只进行一次测量并使用典型的实验标准差就足够了。
总之,你应该时刻注意校准过程的标准偏差——它是总不确定度的重要组成部分。
你们的参考标准(校准器)及其可追溯性
最大的不确定性来源之一通常来自您正在使用的参考标准(或校准器)在你的测量/校准。
当然,首先你应该为每项测量选择一个合适的参考标准。
同样重要的是要记住,仅仅使用制造商的精度规范作为参考标准,并将其作为参考标准的不确定度多年使用是不够的。
相反,你们必须在有足够能力(足够小的不确定度)校准标准并使其可追溯的校准实验室定期校准参考标准。注意实验室提供的校准的总不确定度作为你的参考标准。
此外,在两次校准之间,应注意参考标准的稳定性。一段时间后,你就会知道你的参考标准的真正不确定度,你就可以在你的校准中使用这些信息。
其他不确定性来源
在白皮书中,你可以找到关于其他不确定性来源的更详细的讨论。
这些包括:
- 待测设备(DUT)
- 参考标准(校准器)
- 进行测量/校准的方法/过程
- 环境条件
- 执行测量的人员
- 额外的不确定度分量取决于被测量/校准的数量
这些不确定性分量被称为B型不确定度分量。
是通过校准还是不通过校准?
在本节中,我们将讨论以下场景:您已经执行了校准,证书上有结果,并且将结果与公差限制进行了比较。是时候提出几个大问题了:这是一个通过或失败的校准?它是在容忍范围内还是在容忍范围外?
遵从性声明-通过或失败
通常,当你校准仪器时,你有预先定义的仪器必须满足的公差限制。当然,您可以在没有公差限制的情况下执行一些校准,但在过程工业中,公差水平通常是预先设置的。
公差水平表示结果与真实值的差异有多大。如果校准结果的误差在公差范围内,则为a通过了校正时,如果某些误差超出容许范围,则为失败的校准。这听起来很简单,就像基础数学一样。能有多难呢?
重要的是要记住,仅仅考虑误差是不够的;您还必须考虑校准的总不确定度!
考虑到不确定性,情况就完全不同了。正如白皮书中所讨论的,不确定性的来源有很多。接下来让我们看一些例子。
例子#1 -引用有太大的不确定性
假设您要校准的过程变送器的公差水平为其测量范围的±0.5%。
在校准过程中,你会发现最大的误差是0.4%,所以这听起来像是一个合格的校准,对吗?
但是如果所使用的校准器的不确定度规格为±0.2%呢?那么0.4%的成绩可能是及格或不及格——这是不可能知道的。
此外,在任何校准过程中,也有许多其他来源引起的不确定性,如结果的标准偏差、可重复性、校准过程、环境条件等。
当你估计所有这些不确定性成分的影响时,更有可能是校准失败了,尽管一开始看起来像是通过了。
例子#2 -不同的情况
让我们看一下下一个示例的图形说明,以便更容易理解。下图中拍摄了四个校准点,菱形表示实际校准结果。结果上方和下方的线表示每个校准点的总不确定度。黑色水平线表示公差极限。
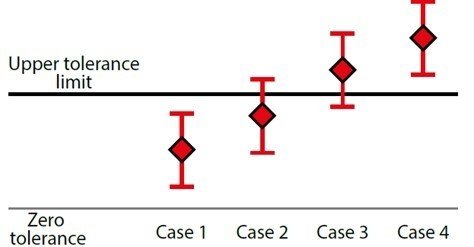
我们可以这样解释上面所示的不同情况:
- 情况1:即使考虑到不确定性,这显然也在公差范围内。所以我们可以说这是通过了。
- 案例4:这也是一个明确的案例。即使在考虑不确定性之前,结果也超出了容忍限度,因此这显然是失败的。
- 案例2和案例3:这些比较难判断。在情况2中,结果似乎在公差范围内,而在情况3中,结果在公差范围外,特别是如果你不关心不确定性的话。但考虑到不确定性,我们真的不能充满信心地这么说。
有一些法规(例如,ILAC G8:1996 -规范符合性评估和报告指南;EURACHEM / CITAC指南:在符合性评估中使用不确定度信息,2007年第一版),用于说明校准的符合性。
这些指南建议只有当误差加上不确定度小于公差极限时,结果才应被认为是合格的。
他们还建议,只有当添加或减去不确定性的误差大于容许限度时,才应该认为结果是失败的。
当结果比不确定度的一半更接近公差极限时,他们建议将其称为an“定义”情境,也就是说,你不应该把结果说成是通过还是失败。
多年来,我们看到许多人用不同的方式来解释不确定性和通过/失败的决定。在实践中,在通过/失败的决策过程中,不确定性往往不被考虑在内,但在做决定时,意识到不确定性是非常重要的。
例子#3 -不同的不确定性
另一种需要说明的情况是总不确定性不总是相同的。
案例1和2有相同的测量结果,所以如果没有不确定性,我们会认为它们是相同级别的测量。
但是当考虑到不确定度时,我们可以看到情况1真的很糟糕,因为不确定度太大了,不能用于给定公差极限的测量。
看看情况3和4,情况3似乎更好,但由于不确定性,我们可以看到它不够好,不足以通过声明,而情况4是。
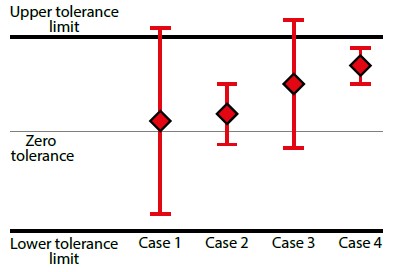
我想再次指出在判断测量结果之前,我们需要知道不确定度.如果没有不确定性计算,情况1和2看起来相似;考虑到不确定性,它们是非常不同的。
TUR / TAR比值与不确定性计算
病重(试验不确定度比)和焦油(测试正确率)在各种出版物中经常被提及。一些出版物甚至认为,如果TUR/TAR比值足够大,就不必担心不确定性估计/计算。
常用的TAR比例是4:1。简而言之,这意味着如果你想校准1%的仪器,你的测试设备的精度应该提高四倍,即它的精度应该达到0.25%或更高。
一些指南/出版物也有关于这个比例的建议。大多数情况下,如上述示例所示,比值用于比较被测设备(DUT)的规格和制造商的参考标准规格。
但在这种情况下,你只考虑参考标准(测试设备,校准器)规格,而忽略了所有其他相关的不确定性。
虽然这对于某些校准来说可能“足够好”,但该系统并没有考虑到所有的不确定性来源。
为了得到准确的结果,强烈建议您进行不确定度评估/计算,同时考虑到整个校准过程。
我们经常被问到的一个问题是“与待校准的设备相比,校准器应该精确多少倍?”虽然可以给出一些建议,但这个问题并没有真正正确的答案。相反,你应该意识到你校准的完全不确定性。当然,它应该反映您的需求!
总结&白皮书的关键要点
如欲进一步了解这一主题,请下载并阅读本帖所链接的白皮书。
以下是简短的要点清单:
- 一定要区分“错误”和“不确定性”。
- 通过多次重复测量来进行实验,以获得典型偏差的知识。
- 使用适当的参考标准(校准器),并确保它们对国家标准有有效的可追溯性,校准的不确定度是已知的,适合您的应用。
- 考虑环境条件是否对测量的不确定度有显著影响。
- 注意任何指示设备的可读性和显示分辨率。
- 研究你正在校准的特定量的重要因素。
- 熟悉“平方根和”方法,将独立的不确定性相加。
- 注意不确定性成分的覆盖因子/置信水平/扩展不确定性。
- 除了TUR/TAR比率之外,还应努力更多地了解所有相关的不确定性。
- 在做出通过/失败的决定之前,请注意校准过程的总不确定性。


![与Endress+Hauser一起工作车间奇迹[案例故事]](https://2203666.fs1.hubspotusercontent-na1.net/hub/2203666/hubfs/Beamex_blog_pictures/Endress+Hauser%20.jpg?width=300&name=Endress+Hauser%20.jpg)



![英国国家电网加大油门[案例故事]](https://2203666.fs1.hubspotusercontent-na1.net/hub/2203666/hubfs/Beamex_blog_pictures/23GrainLNGTerminalL.jpeg?width=300&name=23GrainLNGTerminalL.jpeg)
![校准管理和软件[电子书]。](https://2203666.fs1.hubspotusercontent-na1.net/hub/2203666/hubfs/Beamex_blog_pictures/Calibration%20software%20ebook%20Beamex.jpg?width=300&name=Calibration%20software%20ebook%20Beamex.jpg)